
Trong gia công cơ khí, nguyên công là một khái niệm quan trọng. Nếu bạn mới tìm hiểu và băn khoăn nguyên công là gì? Nguyên công có những thành phần nào? Tại sao cần phải xác định trình tự các nguyên công?… Cùng tìm hiểu đáp án chính xác qua bài viết sau nhé!
1. Nguyên công là gì?
Nguyên công là một phần của quá trình công nghệ được hoàn thành liên tục tại một chỗ làm việc do một hay một nhóm công nhân thực hiện. Nếu thay đổi một trong các điều kiện: tính làm việc liên tục, hoặc chỗ làm việc thì đã chuyển sang một nguyên công khác.
Ví dụ về nguyên công tiện trục bậc (hình minh họa)
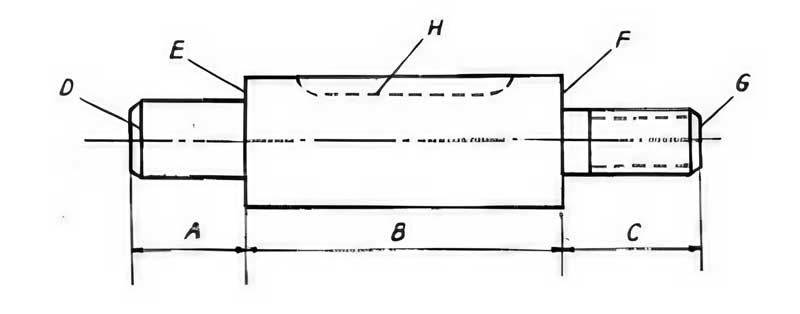
- Nếu bạn tiện một đầu rồi trở đầu ngay để tiện đầu kia thì vẫn thuộc một nguyên công.
- Nhưng nếu tiện một đầu cho cả loạt xong rồi mới tiện đầu còn lại cũng cho cả loạt đó thì thành hai nguyên công.
- Hoặc là trên một máy chỉ tiện một đầu, còn đầu kia lại tiện trên một máy khác thì cũng là hai nguyên công.
2. Các thành phần của nguyên công
Sau khi nắm được thông tin nguyên công là gì, tiếp theo hãy cùng tìm hiểu các thành phần của nguyên công ngay sau đây nhé!
2.1. Gá
- Gá là bộ phận giúp định vị và kẹp chặt chi tiết trên máy để tránh bị xê dịch trong quá trình gia công.
- Gá là một phần của nguyên công, được hoàn thành trong một lần gá đặt chi tiết. Một nguyên công có thể có một hoặc nhiều lần gá.
- Ví dụ: Gá tiện một đầu rồi đổi gá đầu kia là hai lần gá

2.2. Vị trí
- Vị trí của chi tiết trên máy có vai trò quan trọng trong việc đảm bảo chất lượng, độ chính xác cao của sản phẩm.
- Vị trí cũng là một phần của nguyên công được xác định bởi một vị trí tưởng quan giữa chi tiết với máy hoặc giữa chi tiết với dao cắt.
- Ví dụ: Mỗi lần phay một cạnh hoặc khoăn một lỗ trên chi tiết có nhiều lỗi được gọi là một vị trí. Như vậy một lần gá có thể có một hoặc nhiều vị trí.
2.3. Bước
- Bước gia công là một thao tác cụ thể trong nguyên công. Bước này có thể được chia thành các bước nhỏ hơn để đạt độ chính xác và chất lượng gia công tốt hơn.
- Bước cũng là một phần của nguyên công. Nếu thay đổi một trong các điều kiện: bề mặt gia công hoặc chế độ làm việc của máy (tốc độ cắt, bước tiến hoặc chiều sâu cắt,…) thì bạn đã chuyển sang một bước khác.
- Ví dụ: Trong hình minh họa, nếu bạn tiến hành tiện 3 đoạn A, B, C là ba bước khác nhau, tiện 4 mặt đầu D, E, F, G là bốn bước đậu lập với nhau.
Như vậy một nguyên công có thể có một hoặc nhiều bước.
2.4. Đường chuyển dao
- Là quỹ đạo di chuyển của dao cắt trong quá trình gia công. Đường chuyển dao ảnh hưởng trực tiếp đến chất lượng bề mặt và độ chính xác của chi tiết.
- Đường chuyển dao là một phần của bước để loại bỏ đi một lớp vật liệu với cùng chế độ cắt và một dao cụ.
- Ví dụ: Để tiện ngoài một mặt trụ có thể dùng một chế độ cắt, cùng một dao cụ có thể loại bỏ nhiều lần, mỗi lần là một đường chuyển dao.
Như vậy mỗi bước có thể bao gồm một hoặc nhiều đường chuyển dao.
2.5. Bước phụ
Là những công đoạn chuẩn bị, không ảnh hưởng trực tiếp đến hình dạng của chi tiết nhưng giúp tối ưu quá trình gia công.
2.6. Động tác
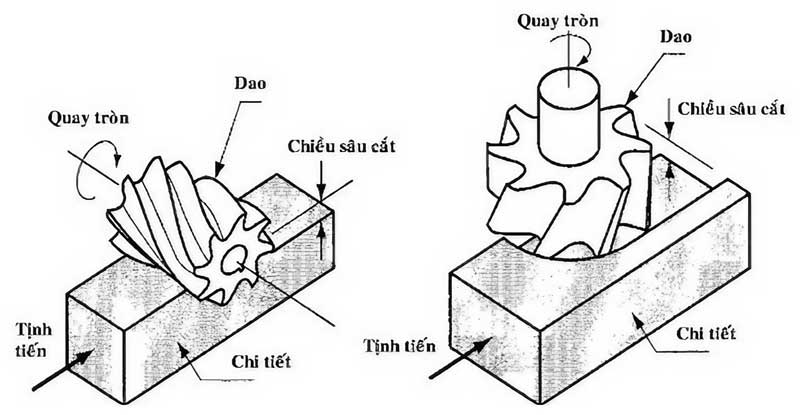
- Bao gồm các thao tác cắt, tiến dao, lùi dao và các thao tác điều khiển khác trong quá trình gia công của người vận hành.
- Động tác là đơn vị nhỏ nhất của quá trình công nghệ.
- Việc phân chi thành động tác rất quan trọng để xác định định mức thời gian, nghiên cứu năng suất lao động và tự động hóa nguyên công.
3. Phân loại nguyên công
Trong quy trình công nghệ có hai phương pháp nguyên công là: tập trung nguyên công và phân tán nguyên công.
Việc lựa chọn phương pháp nào sẽ phụ thuộc vào yêu cầu sản xuất, quy mô doanh nghiệp và mức độ tự động hóa của dây chuyền gia công.
- Tập trung nguyên công thích hợp với sản xuất hàng loạt lớn, gia công trên máy CNC và dây chuyền tự động hóa, giúp nâng cao năng suất và giảm chi phí vận hành.
- Phân tán nguyên công phù hợp với sản xuất đơn chiếc, quy mô nhỏ hoặc gia công chi tiết phức tạp cần nhiều nguyên công riêng biệt, đảm bảo tính linh hoạt trong sản xuất.
Cụ thể sự khác nhau giữa hai phương pháp nguyên công như sau:
| Tiêu chí | Tập trung nguyên công | Phân tán nguyên công |
| Khái niệm | Bố trí nhiều bước công nghệ trong phạm vi một nguyên công, tức là thực hiện nhiều thao tác gia công trên cùng một nguyên công. | Bố trí ít bước công nghệ trong phạm vi một nguyên công, nghĩa là mỗi nguyên công chỉ bao gồm một hoặc một số ít bước gia công. |
| Số lượng nguyên công | Giảm số lượng nguyên công trong quy trình sản xuất. | Số lượng nguyên công nhiều hơn trong cùng một quy trình sản xuất. |
| Mức độ tự động hóa | Thường áp dụng trên máy móc hiện đại, CNC hoặc dây chuyền sản xuất tự động. | Thường áp dụng với máy gia công truyền thống hoặc gia công thủ công. |
| Năng suất sản xuất | Cao, do nhiều nguyên công được thực hiện trong một lần gá đặt. | Thấp hơn, do phải thực hiện nhiều lần gá đặt và thao tác riêng lẻ. |
| Độ chính xác gia công | Cao hơn, do giảm thiểu sai số tích lũy từ quá trình tháo lắp và gá đặt chi tiết nhiều lần. | Dễ phát sinh sai số do tháo lắp chi tiết nhiều lần giữa các nguyên công. |
| Thời gian sản xuất | Rút ngắn thời gian gia công do giảm số lần gá đặt và tăng tính liên tục. | Thời gian sản xuất dài hơn do mất thời gian gá đặt nhiều lần. |
| Chi phí sản xuất | Cao hơn ban đầu do cần đầu tư máy móc hiện đại và đồ gá chuyên dụng. | Chi phí đầu tư ban đầu thấp hơn, nhưng tổng chi phí có thể cao do thời gian gia công kéo dài. |
| Tính linh hoạt | Ít linh hoạt hơn, phù hợp với sản xuất hàng loạt hoặc sản xuất hàng loạt lớn. | Linh hoạt hơn, dễ thay đổi quy trình để gia công nhiều loại chi tiết khác nhau. |
| Ứng dụng phổ biến | Dây chuyền sản xuất tự động, gia công CNC, sản xuất hàng loạt lớn. | Gia công đơn chiếc, sản xuất nhỏ lẻ hoặc khi sử dụng máy công cụ truyền thống. |
4. Ý nghĩa của nguyên công
Nguyên công là đơn vị cơ bản của quá trình công nghệ để hạch toán và tổ chức sản xuất. Phân chia quá trình công nghệ ra thành các nguyên công có ý nghĩa kỹ thuật và kinh tế.
4.1. Ý nghĩa kỹ thuật
- Đảm bảo độ chính xác hình dạng, kích thước chi tiết.
- Tạo ra bề mặt gia công có chất lượng cao, đáp ứng yêu cầu kỹ thuật.
- Giúp tối ưu hóa quy trình sản xuất và nâng cao hiệu suất làm việc.
4.2. Ý nghĩa kinh tế
- Tăng năng suất lao động, giúp rút ngắn thời gian sản xuất, giảm lượng vật liệu hao phí và tiết kiệm chi phí vận hành thiết bị, tối ưu hóa lợi nhuận.
- Tiết kiệm chi phí sản xuất, giúp nâng cao chất lượng sản phẩm, tạo lợi thế cạnh tranh trên thị trường.
- Nâng cao chất lượng sản phẩm, duy trì chất lượng sản phẩm mà còn tạo ra lợi thế bền vững trong bối cảnh cạnh tranh ngày càng gay gắt.

5. Các bước thực hiện khi gia công một chi tiết đơn giản
Dưới đây là các bước thiết kế quy trình nguyên công theo thứ tự thực hiện khi gia công một chi tiết đơn giản.
Bước 1: Nghiên cứu bản vẽ
Trước khi bắt đầu gia công, cần nghiên cứu kỹ bản vẽ kỹ thuật của chi tiết để xác định:
- Hình dạng và kích thước tổng thể của chi tiết
- Các yêu cầu kỹ thuật quan trọng như độ chính xác kích thước, độ nhám bề mặt, độ cứng,…
- Các bề mặt cần gia công và mức độ phức tạp của chi tiết
- Yêu cầu về dung sai hình học và vị trí
Việc hiểu rõ bản vẽ giúp kỹ sư gia công đưa ra phương án tối ưu trong việc lựa chọn phôi, máy móc, dụng cụ cắt và xác định chế độ cắt phù hợp.
Bước 2: Lựa chọn phôi
Sau khi phân tích bản vẽ, bước tiếp theo là lựa chọn loại phôi phù hợp. Việc lựa chọn phôi dựa trên:
- Vật liệu chế tạo chi tiết (thép, nhôm, gang, đồng, hợp kim…)
- Phương pháp chế tạo phôi (cán, rèn, đúc, gia công thô…)
- Kích thước phôi phù hợp để giảm thiểu lượng vật liệu phải cắt gọt, tối ưu thời gian gia công
- Tính chất cơ lý của phôi để đảm bảo quá trình gia công diễn ra thuận lợi
Việc chọn đúng loại phôi giúp tiết kiệm chi phí sản xuất, giảm thời gian gia công và đảm bảo chất lượng sản phẩm.
Xem thêm: Phôi là gì?
Bước 3: Xác định thứ tự nguyên công
Thứ tự nguyên công cần được sắp xếp hợp lý để đảm bảo quá trình gia công đạt hiệu quả cao nhất. Khi xác định thứ tự nguyên công, cần tuân theo một số nguyên tắc sau:
- Gia công thô trước, gia công tinh sau: Đảm bảo loại bỏ lượng dư lớn trước, sau đó thực hiện nguyên công chính xác.
- Gia công bề mặt chuẩn trước: Bề mặt chuẩn cần được gia công trước để làm cơ sở cho các bước tiếp theo.
- Giảm số lần gá đặt chi tiết: Hạn chế tối đa số lần gá đặt giúp giảm sai số tích lũy, nâng cao độ chính xác.
Đảm bảo tính kinh tế và hiệu quả sản xuất: Nguyên công cần được sắp xếp để giảm thời gian chết và tối ưu năng suất.
Bước 4: Lựa chọn thiết bị và dụng cụ
Sau khi xác định được thứ tự nguyên công, cần chọn máy móc, thiết bị và dụng cụ phù hợp:
- Chọn máy gia công: Dựa vào loại nguyên công, có thể sử dụng máy tiện, máy phay, máy khoan, máy mài, máy doa, máy cắt dây EDM,…
- Chọn dao cụ: Dao tiện, dao phay, mũi khoan, mũi doa, dao mài… phù hợp với vật liệu và yêu cầu gia công.
- Chọn đồ gá: Mâm cặp, đồ gá phay, đồ gá khoan… để cố định chi tiết khi gia công.
Việc lựa chọn đúng thiết bị giúp nâng cao chất lượng sản phẩm, giảm sai số và tiết kiệm thời gian gia công.
Bước 5: Xác định chế độ cắt
Chế độ cắt có ảnh hưởng trực tiếp đến chất lượng gia công, tuổi thọ dao cụ và năng suất sản xuất. Các thông số quan trọng cần xác định gồm:
- Tốc độ cắt (Vc): Tốc độ quay của dao cụ hoặc phôi (m/min, ft/min).
- Lượng chạy dao (F): Lượng dịch chuyển của dao trên một vòng quay hoặc trên mỗi lần cắt (mm/vòng, mm/phút).
- Chiều sâu cắt (ap): Độ sâu dao đi vào vật liệu trong mỗi lần cắt (mm).
Chế độ cắt được xác định dựa vào:
- Vật liệu phôi (kim loại cứng hay mềm, có bề mặt phủ hay không…)
- Vật liệu dao cụ (thép gió, hợp kim cứng, ceramic…)
- Loại nguyên công thực hiện (tiện thô, tiện tinh, phay rãnh, khoan, doa…)
- Khả năng của máy gia công
Chọn chế độ cắt hợp lý giúp đảm bảo độ chính xác, tối ưu năng suất và kéo dài tuổi thọ dao cụ.
6. Tại sao cần phải xác định trình tự các nguyên công
- Xác định trình tự các nguyên công để có trình tự hợp lí nhằm đảm bảo chất lượng gia công với chi phí thấp nhất.
Nguyên công là một yếu tố cốt lõi trong quá trình gia công cơ khí chính xác, giúp đảm bảo độ chính xác, nâng cao hiệu suất làm việc và kiểm soát chất lượng sản phẩm.
Với bài viết của DN Solutions gửi đến trên đây, chúc bạn có được đáp án cho băn khoăn nguyên công là gì, tại sao cần phải xác định trình tự các nguyên công,… cũng như tối ưu hóa quy trình sản xuất, tiết kiệm chi phí và nâng cao hiệu quả sản xuất.