Trong lập trình gia công trên máy tiện CNC, các mã lệnh G-code đóng vai trò quan trọng trong việc kiểm soát chuyển động và chế độ gia công. Một trong những lệnh phổ biến và quan trọng là lệnh G98 trong tiện CNC. Lệnh này ảnh hưởng trực tiếp đến cách máy di chuyển trong chu trình gia công, giúp tối ưu hóa quá trình cắt gọt và đảm bảo hiệu suất làm việc tốt nhất.
Cùng theo dõi bài viết sau để biết lệnh G98 có ý nghĩa gì và cách sử dụng ra sao? Hãy cùng tìm hiểu chi tiết trong bài viết dưới đây.
1. Lệnh G98 tiện CNC là gì?
Lệnh G98 trong lập trình CNC được sử dụng để thiết lập tốc độ tiến dao theo phút. Khi sử dụng G98, máy tiện CNC sẽ di chuyển dụng cụ cắt với tốc độ cố định theo đơn vị mm/phút hoặc inch/phút, thay vì theo vòng quay trục chính.
Lệnh G98 trong tiện CNC đặc biệt hữu ích trong các trường hợp:
- Gia công trên vật liệu có đường kính thay đổi để duy trì tốc độ tiến dao ổn định.
- Khi cần đảm bảo tốc độ cắt không thay đổi theo biến thiên của tốc độ trục chính.
- Áp dụng trong các chu trình gia công tự động như khoan, doa, hoặc các chu trình G73, G83.

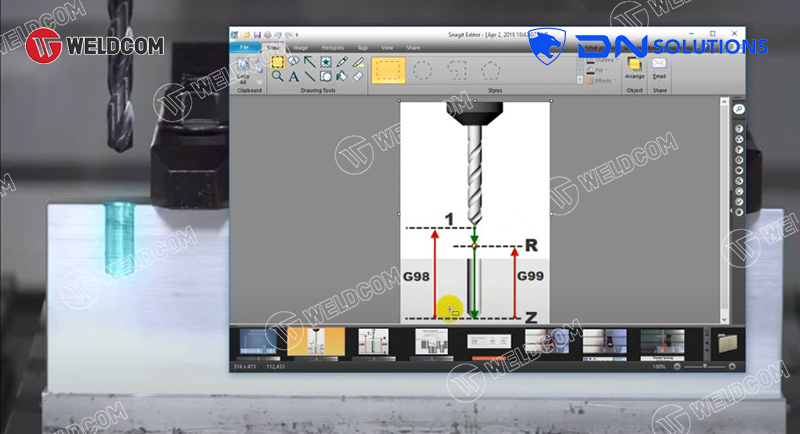
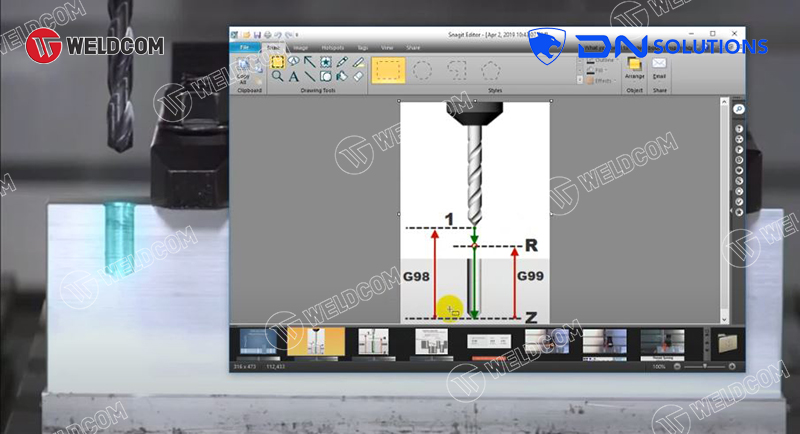
Lưu ý rằng G98 thường đi kèm với lệnh G99. Trong đó:
- G98: Tốc độ tiến dao theo phút.
- G99: Tốc độ tiến dao theo vòng quay trục chính.
Việc chọn giữa G98 và G99 phụ thuộc vào yêu cầu của quá trình gia công để đạt hiệu suất tối ưu.
Xem thêm: Tổng quan về lệnh bù dao trong tiện CNC
2. Cấu trúc lệnh G98 trong tiện CNC
Cấu trúc chung của lệnh G98 trong chương trình tiện CNC: G98 F… (Đặt tốc độ tiến dao theo phút)
Trong đó:
- G98: Thiết lập chế độ tiến dao theo phút.
- F…: Giá trị tốc độ tiến dao (mm/phút hoặc inch/phút).
Lệnh G98 có thể kết hợp với các chu trình gia công khác như: G98 G81 X… Z… R… F… (Chu trình khoan với tốc độ tiến dao theo phút)
Ví dụ:
G98 F200 (Tiến dao với tốc độ 200 mm/phút)

3. Ví dụ về lệnh G98 trong lập trình tiện CNC
Dưới đây là một ví dụ về cách sử dụng lệnh G98 trong tiện CNC:
N10 G21 (Đơn vị: mm)
N20 G90 (Chế độ lập trình tuyệt đối)
N30 G97 S1500 M03 (Cài đặt tốc độ trục chính 1500 vòng/phút, quay thuận)
N40 G98 F200 (Thiết lập tốc độ tiến dao 200 mm/phút)
N50 G00 X50 Z10 (Di chuyển nhanh đến vị trí bắt đầu gia công)
N60 G01 X30 Z-20 F200 (Tiến dao cắt chi tiết với tốc độ 200 mm/phút)
N70 G99 F0.2 (Chuyển sang chế độ tiến dao theo vòng quay trục chính)
N80 G01 X20 Z-40 F0.2 (Tiến dao với tốc độ 0.2 mm/vòng)
N90 G00 X100 Z100 (Rút dao về vị trí an toàn)
N100 M30 (Kết thúc chương trình)
Giải thích câu lệnh:
- G98 F200: Đặt tốc độ tiến dao cố định ở mức 200 mm/phút.
- G99 F0.2: Chuyển sang chế độ tiến dao theo vòng quay trục chính với tốc độ 0.2 mm/vòng.
- G01 X30 Z-20: Dụng cụ cắt di chuyển đến tọa độ (X30, Z-20) với tốc độ tiến dao đã thiết lập.
- M30: Kết thúc chương trình.
4. Ứng dụng của lệnh G98 trong gia công CNC
Lệnh G98 trong tiện CNC được sử dụng rộng rãi trong các ứng dụng sau:
- Khoan lỗ: Khi khoan, tốc độ tiến dao cần được giữ cố định để tránh gãy mũi khoan và đảm bảo kích thước lỗ chính xác.
- Doa lỗ: Lệnh G98 giúp kiểm soát tốc độ tiến dao ổn định, giảm sai số trong gia công lỗ có dung sai khắt khe.
- Taro ren: Khi taro, việc kiểm soát tiến dao theo mm/phút giúp ren được tạo ra đúng tiêu chuẩn.
- Phay mặt và phay rãnh: Khi phay bề mặt rộng, sử dụng lệnh G98 trong tiện CNC giúp dao cắt di chuyển đều, tránh rung động làm giảm chất lượng bề mặt.
Lưu ý: Trong quá trình gia công, khi muốn quay lại chế độ tiến dao theo vòng quay trục chính, cần sử dụng lệnh G99.
Ví dụ:
G98 G81 X50 Y50 Z-20 R5 F100
G99 G83 X50 Y50 Z-40 R5 Q5 F0.2
- Dòng lệnh đầu tiên sử dụng G98 để khoan lỗ với tốc độ tiến dao 100 mm/phút.
- Dòng lệnh thứ hai chuyển sang G99, dao di chuyển với tiến dao 0.2 mm/vòng quay.

Xem thêm: Tìm hiểu lệnh taro trên máy tiện CNC
5. Cách sử dụng lệnh G98 hiệu quả
Để sử dụng G98 hiệu quả, bạn cần lưu ý:
5.1. Chọn tốc độ tiến dao phù hợp với vật liệu
- Khi gia công nhôm, nhựa, đồng: tốc độ tiến dao có thể cao hơn (150 – 500 mm/phút).
- Khi gia công thép, inox: nên chọn tốc độ chậm hơn để bảo vệ dao (50 – 150 mm/phút).
5.2. Kết hợp lệnh G98 trong tiện CNC với lệnh G81, G82, G83 khi khoan
- G81: Chu trình khoan lỗ đơn giản.
- G82: Chu trình khoan có dừng để giảm rung động.
- G83: Khoan sâu với bước lùi để thoát phoi.
Ví dụ khi dùng lệnh G98 trong chu trình khoan:
N10 G21 G90 G17
N20 T1 M06
N30 G54
N40 S1200 M03
N50 G98 G81 X30 Y30 Z-20 R2 F150
N60 G99 G83 X50 Y50 Z-40 R2 Q5 F0.3
N70 G80
N80 M30
- Dòng N50 sử dụng G98 để đảm bảo dao di chuyển với tốc độ 150 mm/phút khi khoan lỗ đầu tiên.
- Dòng N60 chuyển sang G99, tiến dao theo vòng quay khi khoan sâu.
5.3. Kiểm tra chương trình mô phỏng trước khi chạy thực tế
- Tránh nhập sai thông số F (tốc độ tiến dao) để không làm dao gãy hoặc gây sai lệch kích thước.
5.4. Sử dụng hệ thống làm mát phù hợp
- Đặc biệt khi khoan hoặc doa lỗ, cần có dầu tưới nguội để bảo vệ dao cắt và nâng cao tuổi thọ dụng cụ.
Với bài viết DN Solutions gửi đến trên đây có thể thấy lệnh G98 trong tiện CNC đóng vai trò quan trọng trong việc kiểm soát tốc độ tiến dao theo phút, giúp gia công ổn định và đạt chất lượng cao. Hiểu rõ về lệnh G98 sẽ giúp điều chỉnh chương trình gia công một cách hiệu quả và chính xác nhất.