
Máy Phay CNC là dòng máy gia công cơ khí phổ biến được điều khiển nhờ sự trợ giúp của máy tính (Hệ điều khiển CNC). Khi đó việc vận hành máy phay CNC chính xác là yêu cầu nhất thiết để đảm bảo chất lượng gia công.
Nếu bạn là người mới bắt đầu, đang tìm hiểu về cách vận hành, đừng bỏ qua hướng dẫn ngay sau đây của DN Solutions để nắm rõ các bước vận hành thực tế, hạn chế sai sót nhé!
1. Kiểm tra máy phay CNC
Trước khi tiến hành vận hành máy phay CNC bạn cần thực hiện các bước kiểm tra tình trạng thiết bị trước khi bắt đầu. Cụ thể bao gồm:
- Kiểm tra dầu bôi trơn, khí nén, dầu khí nén, dung dịch trơn nguội.
- Kiểm tra vị trí của các công tắc, các núm điều khiển, điều chỉnh trên bảng điều khiển nằm ở vị trí an toàn chưa.
- Khi vận hành nên kiểm tra các trục, chờ một cho máy hoạt động ổn định trước khi vận hành.
2. Mở máy phay CNC
- Bật nguồn điện vào máy phay CNC.
- Bật công tắc nguồn điện chính sau máy.
- Nhấn nút “NC ON“. Chờ cho phần mềm điều khiển khởi động xong.
- Mở nút tắt khẩn cấp “EMERGANCY” sang “ON” bằng cách xoay nhẹ theo chiều kim đồng hồ.
- Nhấn nút “Machine Ready“.
3. Thao tác di chuyển máy về chuẩn máy (điểm tham chiếu)
Để tiếp tục quá trình vận hành máy phay CNC bạn cần di chuyển máy về điểm tham chiếu bằng 2 bước:
Bước 1: Xoay núm chọn các chế độ làm việc đưa về chế độ “REF.RTN“.
Bước 2: Trên bảng điều khiển xoay chọn lần lượt các trục:
- Chọn trục Z chú ý % của “rapid override” < 50% vì tốc độ di chuyển khá nhanh có thể xẩy ra sự cố.
- Nhấn và giữ nút di chuyển (không cần quan tâm đến chiều) đến khi đèn báo trục sáng.
- Chọn trục X, Y và làm tương tự đến khi cả ba đèn báo sáng thì đã đưa đưa được về điểm tham chiếu.
- Chú ý: Luôn luôn chọn trục Z đầu tiên.

4. Thao tác cho trục chính quay
- Chọn “MDI” > “PROG” nhập lệnh: G97 M3 S_
- Sau đó nhấn “CYCLE START” để thực thi lệnh.
5. Thao tác di chuyển các trục X, Y, Z, Q ở các chế độ điều khiển bằng tay
Để di chuyển các trục X, Y, X, Q khi vận hành máy phay CNC có 2 chế độ là JOG/RAPID và HANDLE. Cụ thể như sau.
5.1. Vận hành với chế độ JOG/RAPID.
Dùng để di chuyển các trục khi mà khoảng di chuyển tương đối xa, khoảng di chuyển gần và yêu cầu chính xác ta không chọn chế độ này.

*** Chú ý:
- Khi dùng chế độ này ta kiểm tra % RAPID và % FEEDRATE (nên chọn % RAPID < 50%) để tốc độ di chuyển đảm bảo an toàn.
- Chỉ sử dụng được RAPID khi cửa đóng, nếu cửa mở tốc độ di chuyển chỉ hiệu lực với % FEEDRATE (không dùng khi mở cửa)
- Xác định đúng hướng di chuyển của bàn máy.
- Mắt luôn chú ý quan sát chuyển động của bàn máy.
| Vận hành máy phay CNC ở chế độ chạy chậm JOG | Vận hành ở chế độ chạy nhanh RAPID |
|
|
5.2. Vận hành máy phay CNC ở chế độ HANDLE.
Khi cần di chuyển một khoảng cách ngắn và yêu cầu chính xác thì ta chọn chế độ này.
Bước 1: Xoay núm chọn chế độ về chế độ “HANDLE“.
Bước 2: Núm chọn bước nhảy:
- X1 mỗi vạch trên tay quay tương ứng với 0,001mm
- X10 mỗi vạch trên tay quay tương ứng với 0,01mm
- X100 mỗi vạch trên tay quay tương ứng với 0,1mm
Bước 3: Núm chọn trục tương ứng để di chuyển X, Y hoặc Z.
Bước 4: Quay hoặc vặn tay quay theo chiều cần di chuyển.
*** Chú ý: Chắc chắn chiều rồi mới quay hoặc vặn tránh nguy cơ dụng cụ va chạm vào phôi gây hư hỏng.
6. Vận hành máy phay CNC: Gá dao, gá phôi
Thực hiện gá dao:
- Gá dao vào bầu kẹp: Dao được gá trực tiếp vào bầu kẹp hoặc thông qua bạc kẹp đàn hồi
- Gá dao phay lên trục chính: Điều chỉnh về chế độ “MDI” sau đó nhập lệnh (Ví dụ: M6 T1;)
- Sau đó bấm nút “UNCLAMP” trên trục chính để mở dao khỏi trục chính, đưa dao vào đài gá dao rồi tiếp tục bấm “UNCLAMP” để kẹp dao.
Thực hiện gá phôi:
- Trên máy phay: Chủ yếu dùng đồ gá vạn năng như ê tô, bích kẹp kẹp. Trong sản xuất lớn dùng đồ gá chuyên dùng.
- Các cơ cấu kẹp có thể được tự động hoá bằng xi lanh thuỷ lực hoặc khí nén.
7. Cài đặt thông số dao (theo phần mềm điều khiển máy)
Quá trình vận hành máy phay CNC không thể thiếu phần cài đặt thông số dao phay. Đối với dao của máy phay CNC cần cài đặt dao theo các thông số sau:
- Chiều dài dao
- Đường kính dao
- Lượng mòn dao theo chiều dài
- Lượng mòn dao theo đường kính
Trong đó lượng mòn dao theo chiều dài và lượng mòn dao theo đường kính được xác định theo kinh nghiệm của người vận hành máy.
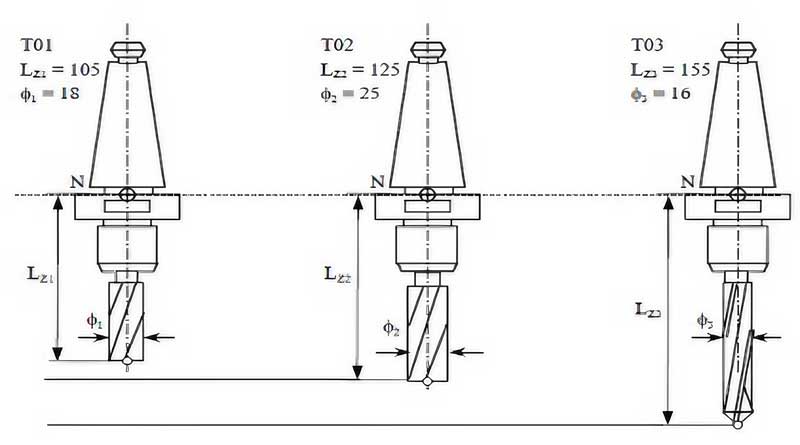
7.1 Cài đặt chiều dài dao
Mỗi dao có 1 kích thước chiều dài khi gá vào đài dao khác nhau nhưng chúng đều có chung 1 điểm chuẩn N.
Có nhiều phương pháp xác định chiều dài của dao, theo hướng dẫn vận hành máy phay CNC trong bài viết, ta xác định chiều dài dao theo phương pháp lựa chọn 1 dao làm chuẩn sau đó so sánh chiều dài các dao.
Trình tự thực hiện như sau:
Cài dao thứ nhất:
- Gọi vị trí dao trong máy: Vào “MDI” > Nhập lệnh “M 6 T _ ;“
- Lắp dao vào vị trí vừa gọi lên trục chính
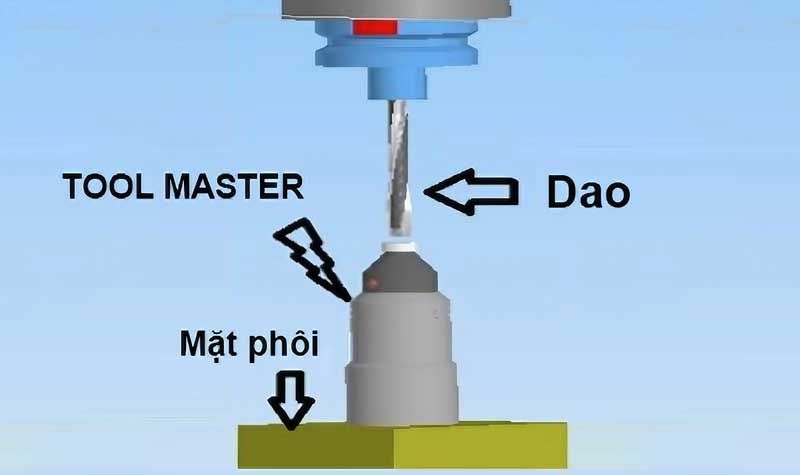
- Chọn chế độ “HANDLE” đưa dụng cụ tiếp xúc với TOOLMASTER (thiết bị đo chiều dài dao) đến khi đèn báo trên TOOLMASTER sáng hoặc chỉ ở vị trí 0. TOOLMASTER được đặt lên mặt phẳng bất kỳ trong máy, khi dao chạm vào TOOLMASTER thì TOOLMASTER sẽ sáng đèn hoặc chỉ về vạch 0.
- Bấm “POS” để hiển thị tọa độ của máy > chọn “REL” (hệ tọa độ tương đối của máy) > bấm “Z” > “ORIGIN“. Lúc này tọa độ Z = 0.000
- Nhấn phím “OFFSET SETING” > “OFFSET” > chọn “GEOM” nhìn tọa độ Z trong tọa độ REL và nhập vào vị trí cột H hàng theo số của dụng cụ vừa gọi. Vì dao đang cài đặt là dao đầu tiên nên Z = 0.000, ta nhập 0.0 > “INPUT” vào vị trí dao.

Cài các dao tiếp theo:
- Gọi vị trí dao trong máy: Vào “MDI” > Nhập lệnh “M 6 T _ ;“
- Lắp dao vào vị trí vừa gọi lên trục chính
- Chọn chế độ “HANDLE” đưa dụng cụ tiếp xúc với TOOLMASTER ( thiết bị đo chiều dài dao) đến khi đèn báo trên TOOLMASTER sáng và chỉ ở vị trí 0
- Nhấn phím “OFFSET SETING” > “OFFSET” > chọn “GEOM” nhìn tọa độ Z trong tọa độ REL và nhập vào vị trí cột H hàng theo số của dụng cụ vừa gọi.
7.2. Cài đường kính dao
Ta nhập bán kính của dao vào GEOM (D)
7.3. Lượng mòn dao theo chiều dài
Dựa vào quá trình gia công thực tế để cài đặt giá trị này
7.4. Lượng mòn dao theo đường kính
Dựa vào quá trình gia công thực tế để cài đặt giá trị này
8. Cài đặt thông số phôi (theo phần mềm điều khiển máy)
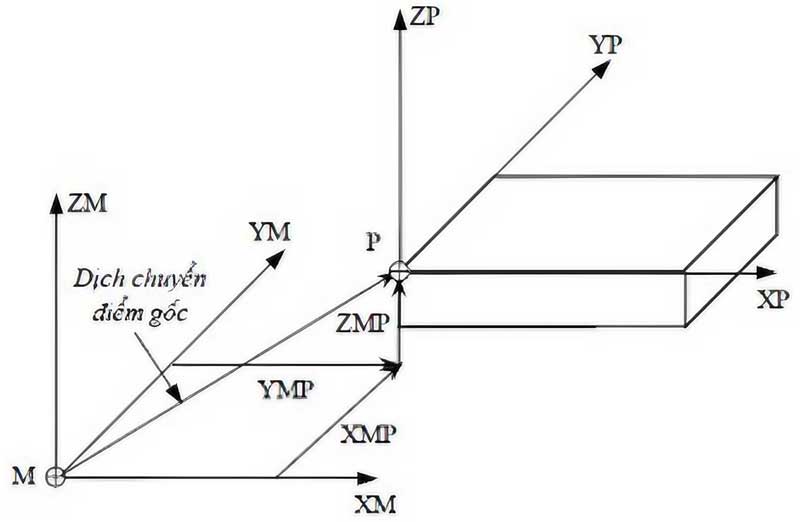
Quá trình lập trình và gia công cần được đồng nhất với nhau về gốc tọa độ để máy có thể gia công được.
Gá phôi theo đúng hướng như đã lập trình (tránh phải quay gốc tọa độ).
Cụ thể trong quá trình vận hành máy phay CNC, bạn có thể cài đặt thông số phôi theo phương X, phương Y, phương Z.
8.1. Cài đặt gốc phôi theo phương X.
Bước 1: Gá mũi tìm biên lên ổ dao và gá lên trục chính.
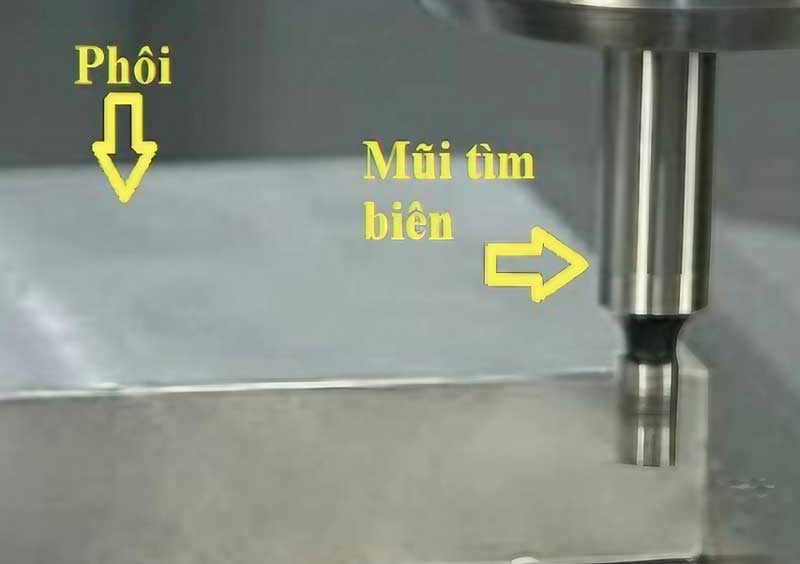
Bước 2: Chọn “MDI” bật trục chính quay vơi tốc độ 350 – 700 vòng/phút.
Bước 3: Chuyển sang chế độ “HANDLE” (nếu trục chính dừng thì nhấn vào phím bật trục chính) điều chỉnh để mũi tìm biên tiếp xúc với cạnh phôi theo phương X
- Chọn độ phân giải X100: Di chuyển mũi tìm biên tiếp xúc với phôi (hai nửa bị lệch nhau) lùi ra một vạch.
- Chọn độ phân giải X10: Di chuyển mũi tìm biên tiếp xúc với phôi.
- Chọn độ phân giải X100: Di chuyển mũi tìm biên lùi ra một vạch.
- Chọn độ phân giải X10: Trên tay quay vặn 9 vạch chuyển mũi tìm biên gần tiếp xúc với phôi.
- Chọn độ phân giải X1: Vặn chuyển mũi tìm biên tiếp xúc với phôi – khoảng 9 vạch (hai nửa bị lệch nhau) lùi ra một vạch.
Bước 4: Nhấn phím “OFS/SET” chọn “WORK” chọn “G54” (nếu G54 không phải mặc định thì phải gọi G54 trước đã).
*** Lưu ý: Nhấn số x > “O SRH” để chuyển đến vị trí tọa độ phôi x.
8.2. Cài đặt gốc phôi theo phương Y
(Quá trình vận hành máy phay CNC cài đặt thông số phôi theo phương Y làm tương tự với phương X)
8.3. Cài đặt gốc phôi theo phương Z
- Trong chế độ “MDI” gọi một con dao đã được cài đặt vào trục chính.
- Chọn “MDI” nhập “G43 H_ ” > “CYCLE START” trục chính sẽ di chuyển lên trên một khoảng bằng lượng bù dao.
- Chọn “HANDLE“.
- Đặt TOOLMASTER lên trên phôi. Di chuyển cho dao chạm vào TOOLMASTER đến khi đèn sáng và số chỉ về 0.
- Nhấn “OFS/SET” chọn “WORK” chọn “G54 :” > Nhập “Z0.0 – MEASURE“
*** Chú ý:
- Có thể thiết lập phôi từ G54 – G59
- Nên chọn dao chuẩn đểcài gốc phôi, khi gọi dao được chọn làm dao chuẩn rồi điều chỉnh dao tiếp xúc với TOOLMASTER và nhập giá trị Z0.0 vào tọa độ Z.
Ví dụ: Hướng dẫn vận hành máy phay CNC cài gốc phôi theo phương Z:
- Lắp dao vào ổ dao rồi gá dao lên trục chính): MDI: M6 T_ ;
- G00 G43 H_ Z200. ;
- Đặt TOOLMASTER lên trên phôi. Di chuyển cho dao chạm vào TOOLMASTER đến khi đèn sáng và số chỉ về 0, lúc này TOOLMASTER có chiều
dài bằng 100mm - Nhấn “OFS/SET” chọn “WORK” chọn “G54 :“
- Nhập “Z100. – MEASURE“
Máy sẽ tự động đo kết quả
9. Nhập chương trình vào máy phay CNC
Nhập chương trình bao gồm 3 thao tác chính: tạo mới và nhập chương trình, gọi chương trình từ bộ nhớ và xóa chương trình trong bộ nhớ. Cụ thể:
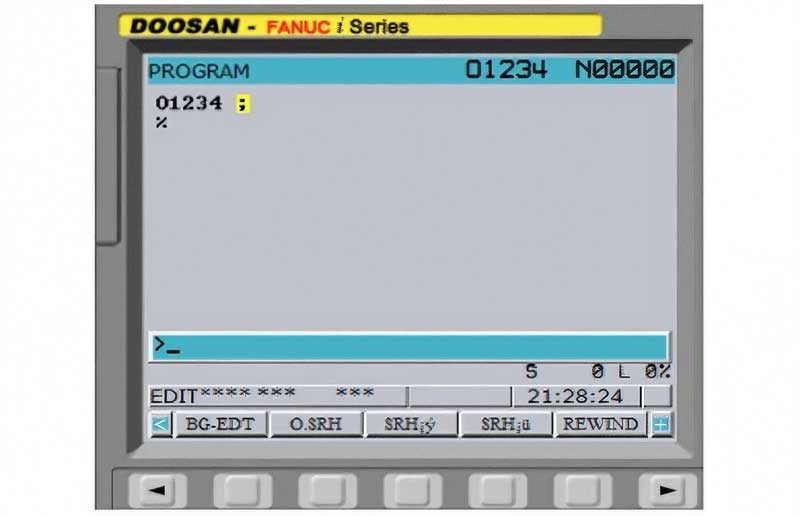
9.1. Tạo mới và nhập một chương trình gia công NC.
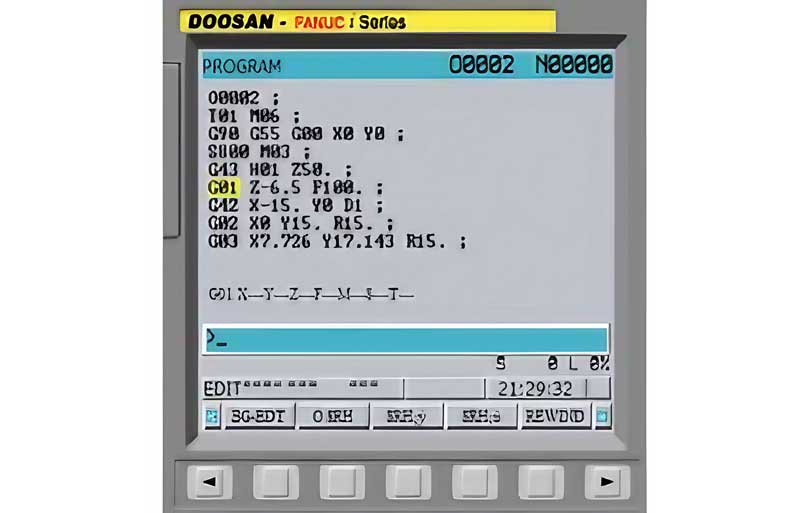
Chọn chế độ “EDIT” nhấn “PROG” nhập tên chương trình cần tạo. (Ví dụ: O0001 nhấn phím nhấn phím nhấn).
Nhập đầy đủ một câu lệnh nhấn “EOB” để kết thúc câu lệnh, nhấn “INSERT” để nhập vào chương trình.
*** Chú ý:
- Tên chương trình muốn tạo không được trùng với tên đã có trong máy và phải nằm trong dải người dùng.
- Nếu câu lệnh nào dài quá có thể nhập nhiều đoạn.
- Các dòng ghi chú phải nằm trong ngoặc.
9.2. Gọi chương trình từ bộ nhớ.
- Tiếp tục vận hành máy phay CNC bằng cách gọi một chương trình từ bộ nhớ: Nhập tên chương trình nhấn phím mềm “O SRH“.
- Gọi lần lượt các chương trình trong bộ nhớ: Nếu muốn xem lần lượt thi nhấn “OPRT” nhấn tiếp “O SRH“.
9.3. Xóa chương trình trong bộ nhớ.
- Xóa một chương trình khỏi bộ nhớ: Trong chế độ EDIT nhập tên chương trình cần xóa nhấn phím “DELETE“.
- Xóa toàn bộ chương trình khỏi bộ nhớ: Trong chế độ EDIT nhập “O-xxxx” > “DELETE“
- Xóa một một khoảng từ A đến B chương trình khỏi bộ nhớ: Trong chế độ EDIT nhập OxxxA,OxxxB > “DELETE“.
*** Chú ý: Chương trình đã xóa sẽ không khôi phục được nên cẩn thận trước khi quyết định xóa.
9.4. Chỉnh sửa chương trình gia công.
- Nhấn phím mũi tên, chuyển trang di chuyển con trỏ để tìm lỗi, nhập từ cần thay thế nhấn “ALTER” để thay thế, nhấn “INSERT” để chèn vào đằng sau con trỏ.
- Nhấn “CAN” để xóa kí tự trên bộ nhớ đệm khi đang thao tác nhập.
- Nhấn “DELETE” để xóa từ tại vị trí con trỏ.
- Nhấn “EOB” nhấn “DELETE” để xóa cả câu lệnh.
- Nhấn từ lệnh cần tìm nhấn phím mềm “SRH” có mũi tên lên hoặc xuống để tìm nhanh.
Tham khảo: Tổng hợp các lệnh phay CNC đầy đủ nhất
10. Mô phỏng, chạy thử
Mục đích của kiểm tra khi vận hành máy phay CNC là xem đường chạy dao trên các hình chiếu đã đúng chưa để tránh sai hỏng, tai nạn trong quá trình gia công.
*** Chú ý: Để sử dụng chức năng này máy cần phải được khóa tránh xảy ra các tai nạn đáng tiếc!
Bước 1: Gọi chương trình cần kiểm tra mô phỏng từ chế độ EDIT.
Bước 2:
- Đưa trục Z về vị trí thay dao để khóa trục:
- Chọn “MDI” nhập G91G30Z0. “EOB” > “INSERT” > “CYCLE START“.
- Khóa các trục.
- Xoay ổ khóa sang trái để khóa trục Z; xoay sang phải để khóa toàn bộ các trục.
Bước 3:
- Chọn “MEMORY” nhấn phím “CSTM/GRP“.
- Tại bảng PARAMETER thiết lập các thông số vùng đồ họa.
- Nhấn “GRAP” (phím mềm) nhấn “CYCLE START“.
Quan sát đường đi của dao để kiểm tra.
*** Chú ý:
- Để rút ngắn thời gian kiểm tra, bật công tắc DRY RUN sang ON
- Nếu kiểm tra mô phỏng bằng DRY RUN thì tốc độ di chuyển rất lớn nên cần phải rất cẩn thận.
11. Tắt máy phay CNC
*** Chú ý: Khi tắt máy phải chắc chắn là đã đưa hết dụng cụ ra khỏi máy, đã đưa bàn máy về vị trí cân bằng, đưa RAPID, FEEDRATE về 0% và đã đóng cửa.
- Đóng nút tắt khẩn cấp “EMERGENCY OFF“
- Nhấn phím “NC OFF“.
- Vặn tắt công tắc nguồn chính sau máy.
- Tắt nguồn điện chính vào máy.
12. Vệ sinh công nghiệp sau khi máy chạy
Để kết thúc quá trình vận hành máy phay CNC, bạn cần tiến hành vệ sinh công nghiệp, cụ thể bao gồm các công việc:
- Cắt điện trước khi làm vệ sinh.
- Lau chùi dụng cụ đo.
- Sắp đặt dụng cụ đúng nơi quy định.
- Vệ sinh máy máy và tra dầu vào các bề mặt làm việc của máy.
- Quét dọn nơi làm việc cẩn thận, sạch sẽ.
Tham khảo: Quy trình bảo dưỡng máy tiện CNC đúng cách
Trên đây là quá trình vận hành máy phay CNC đầy đủ, chính xác dành cho người mới bắt đầu có thể tham khảo trước khi trực tiếp vận hành thiết bị. Hẹn gặp lại bạn trong những bài chia sẻ hữu ích tiếp theo.
Tham khảo:
[1]. Công nghệ trên máy CNC – PGS.TS Trần Văn Địch.
[2]. Máy công cụ CNC – Tạ Duy Liêm
[3]. Công nghệ lập trình gia công điều khiển số – Đoàn Thị Minh Trinh