
Các các lệnh phay CNC là thành phần không thể thiếu của mỗi chương trình CNC (Numerial Control) để điều khiển máy phay theo bản vẽ thiết kế gia công.
Để vận hành máy phay CNC hiệu quả, giảm sai sót trong quá trình gia công, việc nắm ý nghĩa các câu lệnh trong máy phay CNC là thông tin nhất định không thể bỏ qua. Cùng theo dõi chi tiết ngay trong bài chia sẻ sau nếu bạn quan tâm đến các lệnh phay CNC này nhé!
1. Chương trình phay CNC
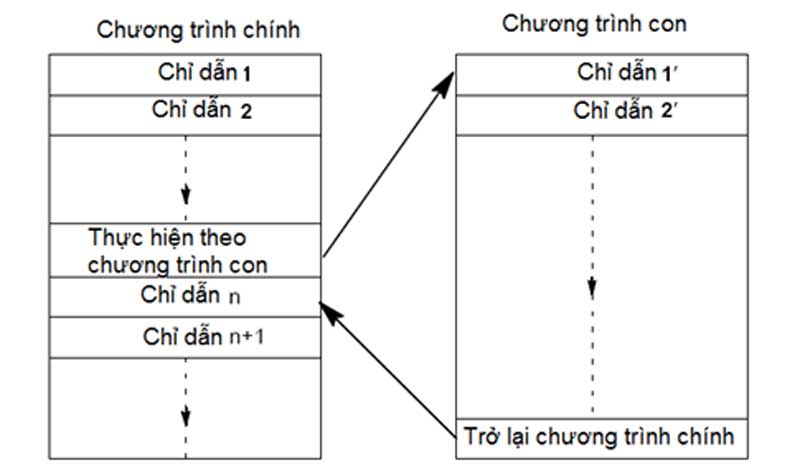
Có hai loại chương trình, chương trình chính và chương trình con.
- Thông thường máy CNC sử dụng chương trình chính. Tuy nhiên khi gặp dòng lệnh gọi chương trình con thì hệ thống sẽ ưu tiên chạy chương trình con đến khi kết thúc thì tiếp tục quay về chương trình chính.
- Một chi tiết có thể có nhiều bề mặt khác nhau hoặc nhiều phần khác nhau cần phải gia công. Chương trình để gia công toàn bộ chi tiết được gọi là chương trình chính, còn chương trình gia công từng bề mặt hoặc từng phần của chi tiết được gọi là chương trình con.
Chương trình chính:
Theo tiêu chuẩn ISO gồm các phần sau: Đầu chương trình, Thân chương trình, Kết thúc chương trình.
- Đầu chương trình: Thường được bắt đầu bằng một ký tự mở đầu (O) và đằng sau là bốn con số chỉ số chương trình, số chương trình bắt đầu từ 1 – 9999. (Ví dụ: O0001)
- Thân chương trình: Bao gồm một tập hợp các câu lệnh phay CNC (block). Mỗi câu lệnh miêu tả một bước gia công hoặc một chức năng nào đó.
- Kết thúc chương trình. Thông thường là một mã lệnh kết thúc chương trình như M02 hoặc M30.
Chương trình con:
- Dùng để mô tả nhiều chuyển động và nhiều quá trình lặp lại trong một chương trình chính theo một trình tự xác định.
- Được mã hoá theo địa chỉ P với số hiệu và 1 hoặc 2 chữ số là số lần nhảy của chương trình con khi được gọi ra từ chương trình chính. (Ví dụ: P41220 cho biết địa chỉ của chương trình con là P với số hiệu 1220 và phải thực hiện 4 lần sau khi gọi ra)
2. Tổng hợp các lệnh phay CNC
Một câu lệnh bao gồm một hoặc nhiều từ lệnh mang thông tin chuyển động và các chức năng khác. Mỗi câu lệnh được mở đầu bằng số thứ tự câu lệnh và kết thúc bằng dấu hiệu kết thúc câu “ ; ”
Cấu trúc 1 câu lệnh trong máy phay CNC:
N…G…X…Y…Z…M…S…T…;
Trong đó:
- N là số thứ tự câu lệnh
- G là mã lệnh G
- X Y Z là tọa độ vị trí cần gia công
- M là chức năng phụ
- S là tốc độ trục chính
- T là dụng cụ
2.1. Các mã lệnh G – Code trong máy phay CNC
Mã lệnh phay CNC G được đánh dấu * là những mã G hiện hành khi mới bật máy
| Mã G | Nhóm | Chức năng |
| *G00 |
01 |
Chạy vị trí |
| G01 | Nội suy đường thẳng | |
| G02 | Nội suy đường tròn/ đường xoắn ốc cùng chiều kim đồng hồ | |
| G03 | Nội suy đường tròn/ đường xoắn ốc ngược chiều kim đồng hồ | |
| G04 | 00 | Dừng, dừng chính xác |
| G09 | Dừng chính xác | |
| G10 | Cài đặt dữ liệu. | |
| G12.1 (G112) | 25 | Chế độ nội suy tọa độ cực |
| *G13.1 (G113) | Hủy chế độ nội suy tọa độ cực | |
| *G15 | 17 | Hủy tọa độ cực |
| G16 | Thiết lập tọa độ cực | |
| *G17 | 02 | Chọn mặt phẳng XY |
| G18 | Chọn mặt phẳng ZX | |
| G19 | Chọn mặt phẳng YZ | |
| G20 | 06 | Chọn đơn vị hệ Anh |
| G21 | Chọn đơn vị hệ Mét | |
| G27 | 00 | Quay về kiểm tra điểm tham chiếu |
| G28 | Về điểm tham chiếu | |
| G29 | Trở lại từ điểm tham chiếu | |
| G30 | Về điển tham chiếu thứ 2,3,4 (điểm thay dao) | |
| G33 | 01 | Cắt ren |
| *G40 | 07 | Hủy bù bán kính dao |
| G41 | Bù trái | |
| G42 | Bù phải | |
| G43 | 08 | Bù chiều dài dao dương |
| G44 | Bù chiều dài dao âm | |
| *G49 | Hủy bù chiều dài dao | |
| *G50 | 11 | Hủy tỷ lệ |
| G51 | Tỷ lệ | |
| G52 | 00 | Cài đặt tọa độ địa phương (cục bộ) |
| G53 | Lựa chọn tọa độ máy | |
| *G54 | G59 | 14 | Hệ tọa độ phôi |
| G68 | 16 | Xoay gốc tọa độ |
| *G69 | Hủy xoay gốc tọa độ | |
| G73 | 09 | Chu trình khoan |
| G74 | Ta rô ren trái. | |
| G76 | Chu trình doa | |
| *G80 | Hủy chu trình gia công lỗ | |
| G81 | Chu trình khoan | |
| G82 | Chu trình khoan | |
| G83 | Chu trình khoan | |
| G84 | Ta rô ren phải | |
| G85 | Chu trình doa | |
| G86 | Chu trình doa | |
| G87 | Chu trình doa | |
| G88 | Chu trình doa | |
| G89 | Chu trình doa | |
| *G90 | 03 | Tọa độ tuyệt đối |
| G91 | Tọa độ tương đối | |
| G92 | Thiết lập hệ thống tọa độ hoặc giới hạn tốc độ trục chính | |
| *G94 | 05 | Thiết lập bước tiến trên phút |
| G95 | Thiết lập bước tiến trên vòng | |
| G96 | 13 | Thiết lập tốc độ cắt không đổi (m/phút) (0 hiệu lực) |
| *G97 | Thiết lập tốc độ trục chính (vòng/phút) | |
| *G98 | 10 | Về mặt phẳng xuất phát |
| G99 | Về mặt phẳng rút dao R và hủy chu trình. |
2.2. Các lệnh phay CNC hỗ trợ
Các chức năng về công nghệ và các chức năng phụ.
| Mã lệnh hỗ trợ trong phay CNC | Ý nghĩa |
| O | Kí hiệu mở đầu chương trình. |
| N | Biểu diễn số thứ tự câu lệnh |
| G | Các chức năng G |
| X | Lệnh tọạ độ theo trục X |
| Y | Lệnh tọạ độ theo trục Y |
| Z | Lệnh tọạ độ theo trục Z |
| I | Tham số cung tròn theo trục X; |
| J | Tham số cung tròn theo trục Y |
| K | Tham số cung tròn theo trục Z, số lần lặp |
| F | Đặt giá trị bước tiến |
| S | Khai báo số vòng quay trục chính |
| T | Khai báo dao |
| M | Các chức năng phụ |
| H | Gọi bộ nhớ chiều dài dao |
| D | Gọi đường kính dao |
| R | Bán kính cung tròn hoặc _ |
| Q | Lượng tiến dao mỗi lần |
| P | Gọi chương trình con hoặc _ |
| / | Bỏ qua câu lệnh hoặc chức năng trong câu lệnh |
| EOB | Dấu hiệu kết thúc câu lệnh (;) |
2.3. Lệnh thực hiện chức năng phụ M – Code trong máy phay CNC
Lệnh M trong máy phay CNC là các lệnh bật tắt hoặc các lệnh bổ sung. Lệnh M có thể đứng độc lập hoặc cùng với các lệnh khác trong cùng một câu lệnh
Lệnh lệnh phay CNC mã M chia thành 4 chức năng chính A, B, C, D với ý nghĩa cụ thể như sau:
- Chức năng bắt đầu A: Chức năng hoạt động đồng thời điều khiển trong câu lệnh.
- Chức năng bắt đầu B: Chức năng thực hiện sau khi hoạt động trong câu lênh đã hoàn tất.
- Chức năng tiếp theo C: Chức năng có hiệu lực đến khi hủy nó hoặc thay đổi trong một câu lệnh khác.
- Chức năng tiếp theo D: Chức năng chỉ có hiệu lực trong câu lệnh chứa nó.
| Mã M | Chức năng lệnh phay CNC | Chức năng bắt đầu | Chức năng tiếp theo | ||
| A | B | C | D | ||
| M00 | Dừng chương trình | x | x | ||
| M01 | Dừng có lựa chọn | x | x | ||
| M02 | Kết thúc chương trình | x | x | ||
| M03 | Bật trục chính quay cùng chiều kim đồng hồ | x | x | ||
| M04 | Bật trục chính quay ngược chiều kim đồng hồ | x | x | ||
| M05 | Dừng trục chính | x | x | ||
| M06 | Thay dao tự động | x | x | ||
| M08 | Bật dung dịch trơn nguội | x | x | ||
| M09 | Tắt dung dịch trơn nguội | x | x | ||
| M24 | Bật tải phoi | x | x | ||
| M25 | Tắt tải phoi | x | x | ||
| M30 | Kết thúc chương trình và quay về đầu chương trình | x | x | ||
| M80 | Hủy đối xứng trục | x | x | ||
| M81 | Đối xứng qua trục X | x | x | ||
| M82 | Đối xứng qua trục Y | x | x | ||
| M83 | Đối xứng qua trục Z | x | x | ||
| M98 | Gọi chương trình con. | x | x | ||
| M99 | Kết thúc chương trình con | x | x | ||
| M198 | Gọi chương trình con từ thẻ nhớ | x | x | ||
| M199 | Kết thúc chương trình con từ thẻ nhớ | x | x | ||
| M232 | Hốc chờ dao quay về vị trí gốc | x | x | ||
| M233 | Hốc chờ dao quay xuống vị trí nhả dao. | x | x | ||
3. Ví dụ về cách sử dụng các lệnh chu trình phay CNC
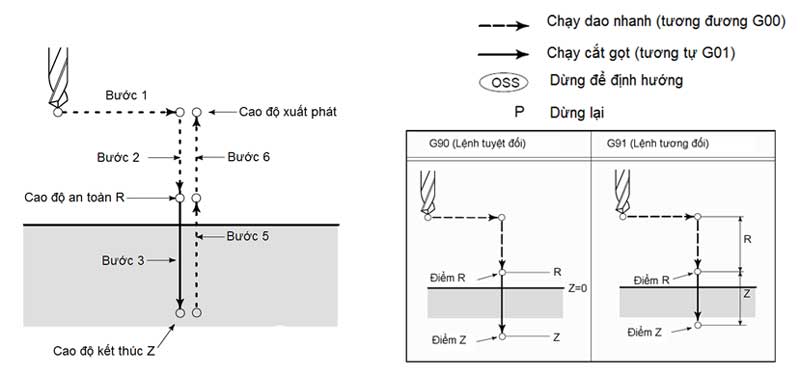
- Bước 1: Chạy đến vị trí lỗ.
- Bước 2: Chạy đến cao độ an toàn.
- Bước 3: Chuyển động cắt gọt đến cao độ kết thúc.
- Bước 4: Dừng ở đáy lỗ.
- Bước 5: Quay về cao độ an toàn.
- Bước 6: Chạy nhanh về cao độ xuất phát.
Sau đây là cách sử dụng của các lệnh: Chu trình khoan lỗ, chu trình doa, chu trình taro.
3.1. Chu trình khoan lỗ trên máy phay CNC
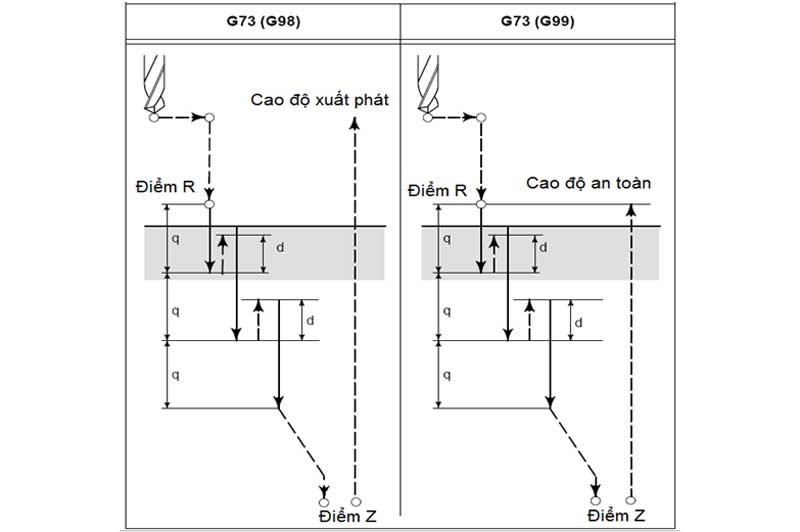
Cấu trúc chu trình khoan có bẻ phoi tốc độ cao G73: G73 X_Y_Z_ R_Q_F_K_;
Trong đó:
- X_Y_ : Vị trí lỗ.
- Z_: Khoảng các từ điểm R đến đáy lỗ.
- R_ :Khoảng cách từ mặt phẳng Z0 đến điểm R.
- Q_ : Chiều sâu cho mỗi lần ăn dao.
- F_ : Bước tiến
- K_ : Số lần lặp.
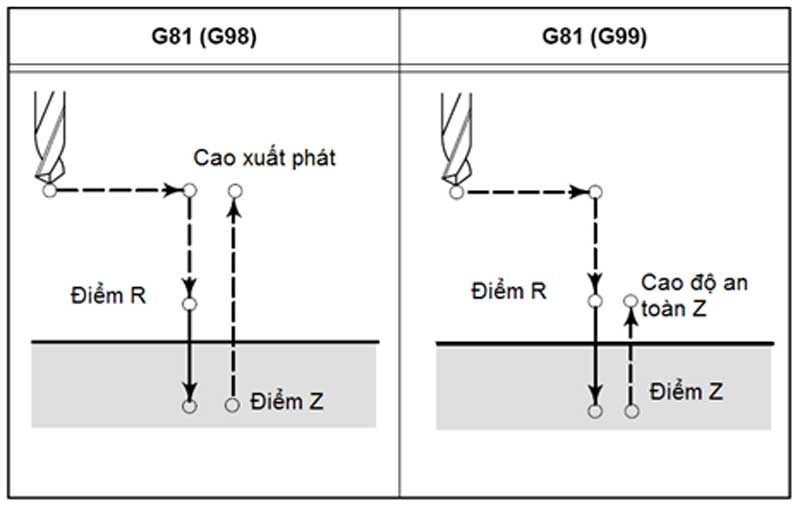
Cấu trúc chu trình khoan G81: G81 X_Y_Z_ R_F_K_ ;
Trong đó:
- X_Y_ : Vị trí lỗ.
- Z_: Khoảng các từ điểm R đến đáy lỗ.
- R_ :Khoảng cách từ mặt phẳng Z0 đến điểm R.
- F_ : Bước tiến
- K_ : Số lần lặp.
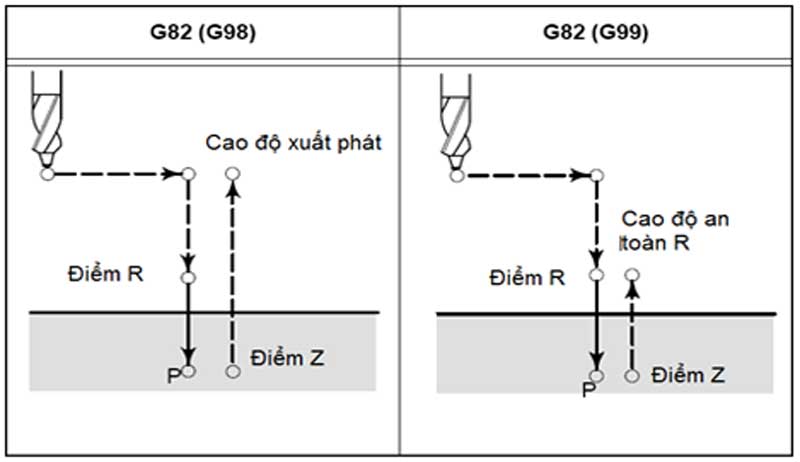
Cấu trúc chu trình khoan có dừng dao G82: G82 X_Y_Z_ R_P_F_K_;
Trong đó:
- X_Y_ : Vị trí lỗ.
- Z_: Khoảng các từ điểm R đến đáy lỗ.
- R_ :Khoảng cách từ mặt phẳng Z0 đến điểm R.
- P_ : Thời gian dừng ở đáy lỗ.
- F_ : Bước tiến
- K_ : Số lần lặp.
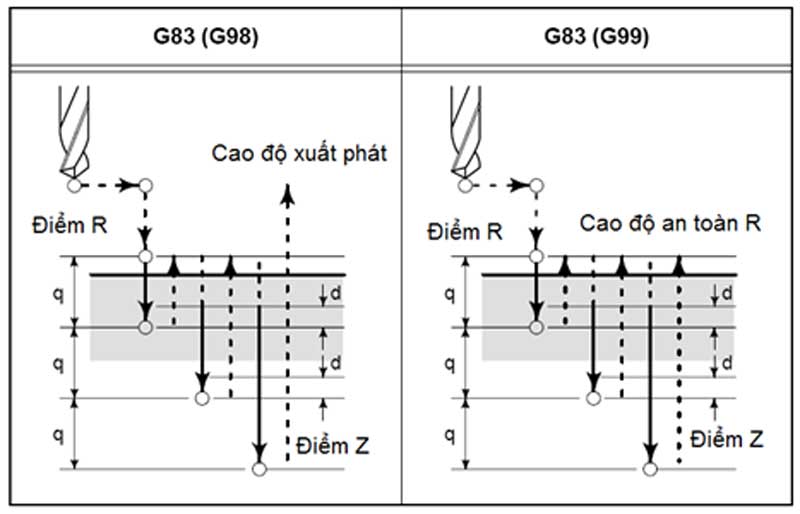
Cấu trúc chu trình khoan có lùi dao G83: G83 X_Y_Z_ R_ Q_F_K_;
Trong đó:
- X_Y_ : Vị trí lỗ.
- Z_: Khoảng các từ điểm R đến đáy lỗ.
- R_ :Khoảng cách từ mặt phẳng Z0 đến điểm R.
- Q_ : Chiều sâu mỗi lần cắt.
- F_ : Bước tiến
- K_ : Số lần lặp.
3.2. Chu trình doa trên máy phay CNC
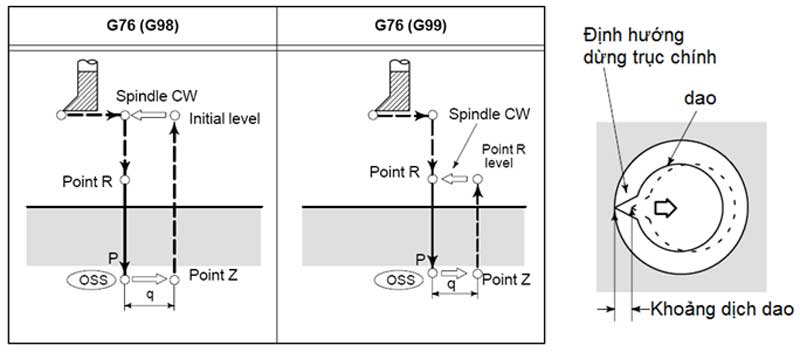
Cấu trúc chu trình doa có định hướng G76: G76 X_Y_Z_ R_ Q_P_F_K_;
Trong đó:
- X_Y_ : Vị trí lỗ.
- Z_: Khoảng các từ điểm R đến đáy lỗ.
- R_ :Khoảng cách từ mặt phẳng Z0 đến điểm R.
- Q_ : Lượng lùi dao ở đáy lỗ để rút dao (theo phương X).
- P_ : Thời gian dừng ở đáy lỗ.
- F_ : Bước tiến
- K_ : Số lần lặp.
*** Chú ý: Phải rất cẩn thận khi lập trình với giá trị Q
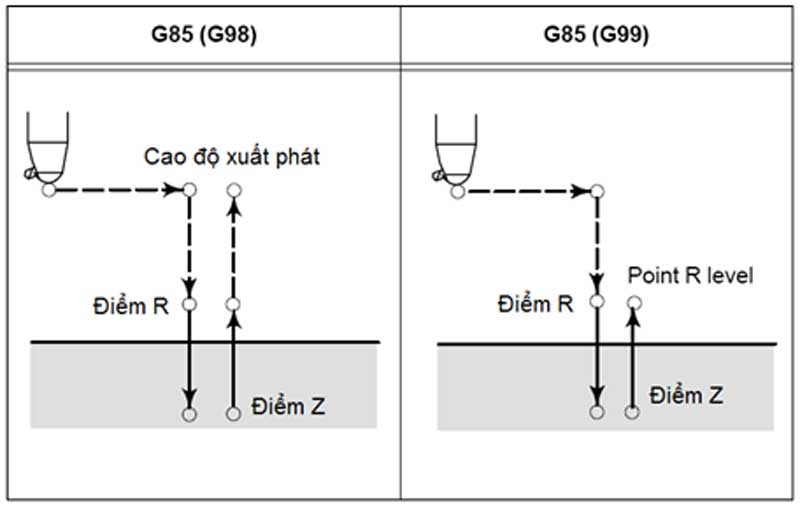
Cấu trúc chu trình doa G85: G85 X_Y_Z_ R_ F_K_;
Trong đó:
- X_Y_ : Vị trí lỗ.
- Z_: Khoảng các từ điểm R đến đáy lỗ.
- R_ :Khoảng cách từ mặt phẳng Z0 đến điểm R.
- F_ : Bước tiến
- K_ : Số lần lặp.
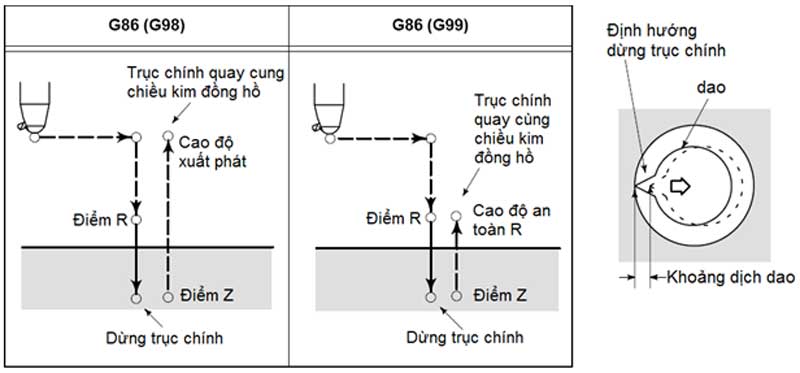
Cấu trúc chu trình doa G86: G86 X_Y_Z_ R _F_K_;
Trong đó:
- X_Y_ : Vị trí lỗ.
- Z_: Khoảng các từ điểm R đến đáy lỗ (G99).
- R_ :Khoảng cách từ mặt phẳng Z0 đến điểm R.
- F_ : Bước tiến
- K_ : Số lần lặp.
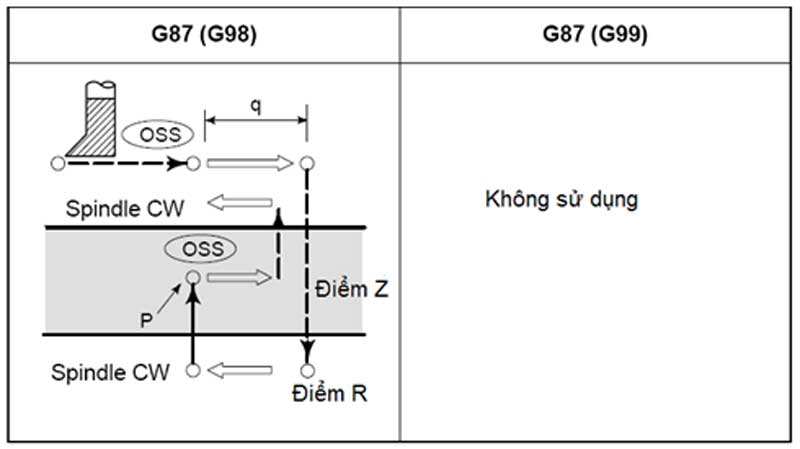
Cấu trúc chu trình doa ngược G87: G87 X_Y_Z_ R_ Q_P_F_K_;
Trong đó:
- X_Y_ : Vị trí lỗ.
- Z_: Khoảng các từ đáy lỗ đến điểm R.
- R_ :Khoảng cách từ mặt phẳng xuất phát đến điểm R. (xuất phát từ đáy lỗ)
- Q_ : Lượng lùi dao ở đáy lỗ.
- P_ : Thời gian dừng.
- F_ : Bước tiến
- K_ : Số lần lặp.
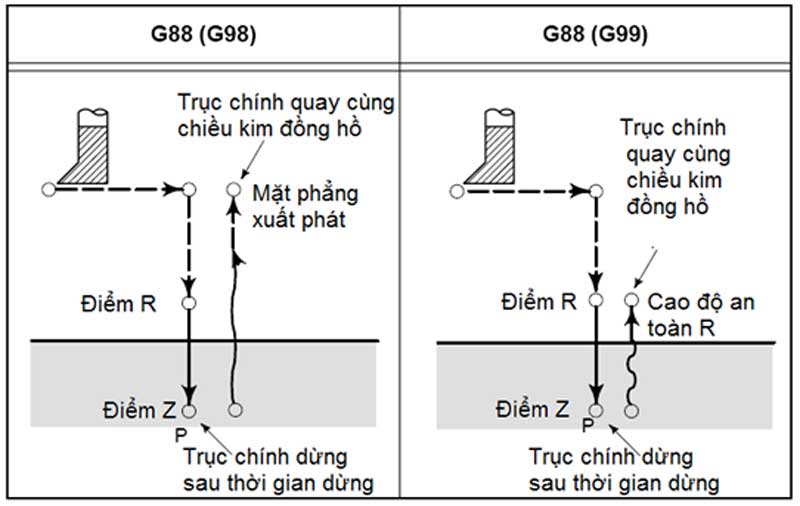
Cấu trúc chu trình doa G88: G88 X_Y_Z_ R_P_F_K_;
Trong đó:
- X_Y_ : Vị trí lỗ.
- Z_: Khoảng các từ điểm R đến đáy lỗ.
- R_ :Khoảng cách từ mặt phẳng xuất phát đến điểm R.
- P_ : Thời gian dừng ở đáy lỗ.
- F_ : Bước tiến
- K_ : Số lần lặp.
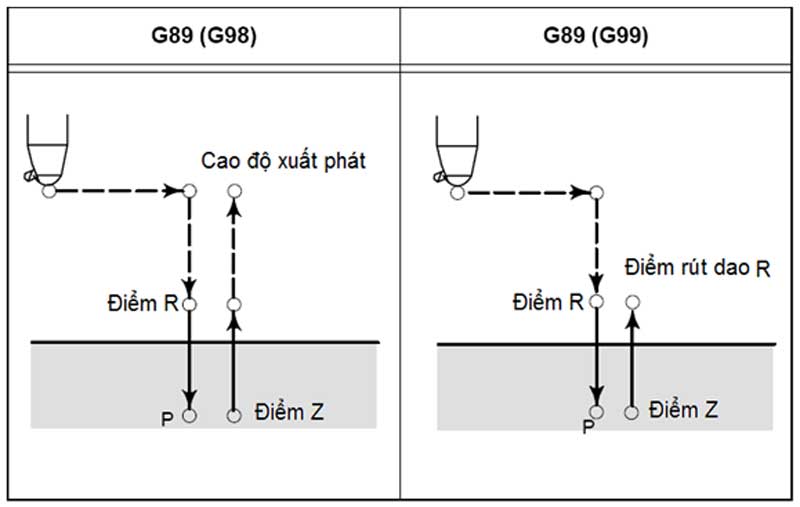
Cấu trúc chu trình doa G89: G89 X_Y_Z_ R_P_F_K_;
Trong đó:
- X_Y_ : Vị trí lỗ.
- Z_: Khoảng các từ điểm R đến đáy lỗ.
- R_ :Khoảng cách từ mặt phẳng xuất phát đến điểm R.
- P_ : Thời gian dừng ở đáy lỗ.
- F_ : Bước tiến
- K_ : Số lần lặp.
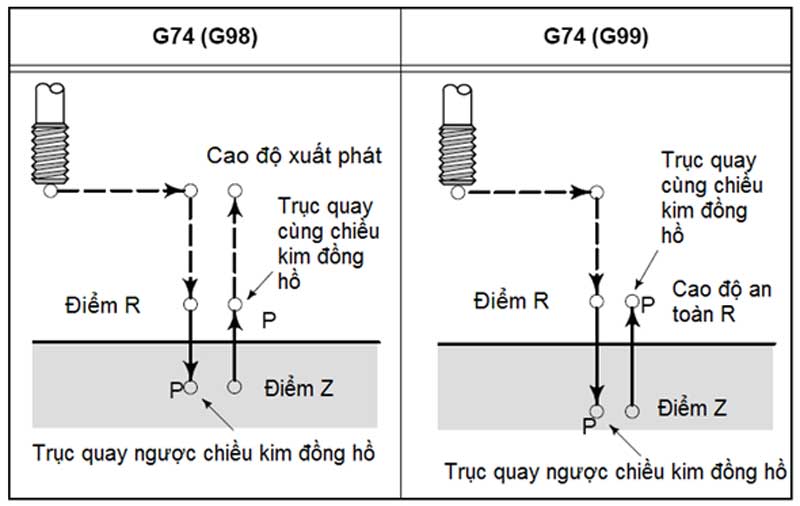
3.3. Chu trình taro
Cấu trúc chu trình ta rô ren trái G74: G74X_Y_Z_ R_Q_F_K_;
Trong đó:
- X_Y_: Vị trí lỗ.
- Z_ : Khoảng các từ điểm R đến đáy lỗ.
- R_ :Khoảng cách từ mặt phẳng phẳng Z0 đến điểm R.
- F_ : Bước tiến (được chuyển đổi sao cho phù hợp).
- K_ : Số lần lặp.
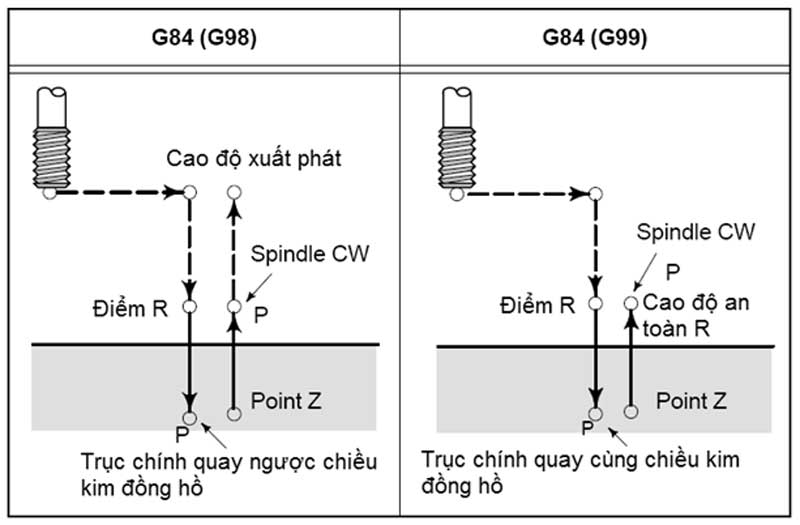
Cấu trúc chu trình ta rô ren phải G84: G84X_Y_Z_ R_ Q_F_K_;
Trong đó:
- X_Y_ : Vị trí lỗ.
- Z_: Khoảng các từ điểm R đến đáy lỗ.
- R_ :Khoảng cách từ mặt phẳng phẳng Z0 đến điểm R.
- Q_ : Chiều sâu mỗi lần ăn dao (vật liệu mềm có thể bỏ qua)
- F_ : Bước tiến (quy đổi từ bước ren và số vòng quay trục chính).
- K_ : Số lần lặp. (có thể bỏ qua)
Với bài viết của DN Solutions về ý nghĩa các lệnh phay CNC và ví dụ cụ thể trên đây, chúc bạn có được những thông tin hữu ích.
Tham khảo: Giáo trình phay CNC cơ bản – Nghề cắt gọt kim loại (Trường cao đẳng nghề Cơ giới Ninh Bình)