
Chu trình khoan G83 trên máy tiện CNC hoạt động như thế nào là kiến thức quan trọng mà người lập trình cần nắm được để tối ưu hiệu quả hoạt động của máy. Cùng tìm hiểu chi tiết về chu trình cũng như ý nghĩa của lệnh khoan G83 này ngay sau đây nhé!
1. Chu trình khoan máy tiện CNC là gì?
Chu trình khoan máy tiện CNC (Computer Numerical Control) là toàn bộ quá trình bắt đầu từ việc thiết kế, lập trình các lệnh khoan trên phần mềm CAD/CAM, nạp post vào máy tiện đến khi máy thực hiện hoạt động khoan lỗ trên phôi hoàn thành.

Lệnh khoan trên máy tiện CNC là lệnh được sử dụng để điều khiển máy tiện CNC thực hiện quy trình khoan trên các chi tiết gia công. Lệnh khoan thường bao gồm: Vị trí khoan, độ sâu lỗ khoan, tốc độ cắt,… và được lập trình thông qua ngôn ngữ G-code hoặc M-code cho máy tiện CNC hiểu và thực hiện.
Chu trình khoan nói chung và chu trình khoan G83 trên máy tiện CNC nói riêng giúp tối ưu hóa quá trình sản xuất, tăng năng suất, giảm thiểu sai sót và đảm bảo chất lượng sản phẩm đồng nhất. Nhờ khả năng lập trình và tự động hóa, máy tiện CNC có thể thực hiện các thao tác khoan phức tạp trên nhiều loại vật liệu khác nhau với độ chính xác và tốc độ cao.
Các chu trình khoan phổ biến trên máy tiện CNC có thể kể đến như:
- Chu trình khoan máy tiện CNC mặt đầu – tiện rãnh
- Chu trình khoan lỗ theo trục Z
- Chu trình khoan lỗ theo trục X
Xem thêm: Khi tiện có mấy loại chuyển động?
2. Chu trình khoan G83 trên máy tiện CNC
Sau đây cùng theo dõi chi tiết lệnh G83 trên máy tiện CNC để ứng dụng lệnh một cách phù hợp nhé!
2.1. Ý nghĩa lệnh & Chu trình khoan G83 trên máy tiện CNC
G83 là một chu trình khoan sâu (peck drilling cycle) được sử dụng để thực hiện các thao tác khoan lỗ sâu bằng cách khoan từng đoạn nhỏ, sau đó rút dao ra để loại bỏ phoi ngăn chặn tình trạng kẹt dao rồi tiếp tục khoan cho đến khi đạt độ sâu yêu cầu và chất lượng lỗ khoan.
2.2. Cấu trúc câu lệnh
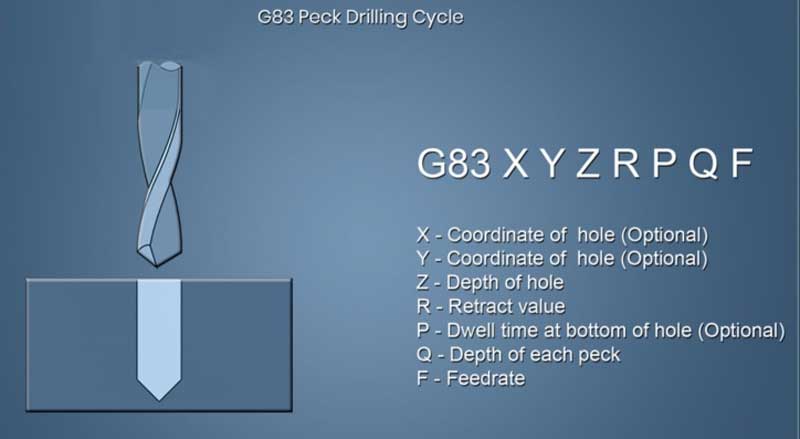
G83 X Y Z R Q P F S
Trong đó:
- X,Y: Tọa độ vị trí của lỗ khoan theo phương X và Y.
- Z: Độ sâu của lỗ khoan
- R: Chiều cao rút dao sau khi hoàn thành chu trình khoan (Khoảng cách từ điểm ban đầu)
- Q: Khoảng cách dao 1 lần khoan (Độ sâu mỗi lần khoan)
- P: Thời gian dừng ở đáy lỗ (mili giây)
- F: Tốc độ tiến mũi khoan
- S: Tốc độ quay trục chính
2.3. Ví dụ về lệnh G83 trên máy tiện CNC
Ví dụ 1: G83 Z-8 Q3 R1 F200 S1200
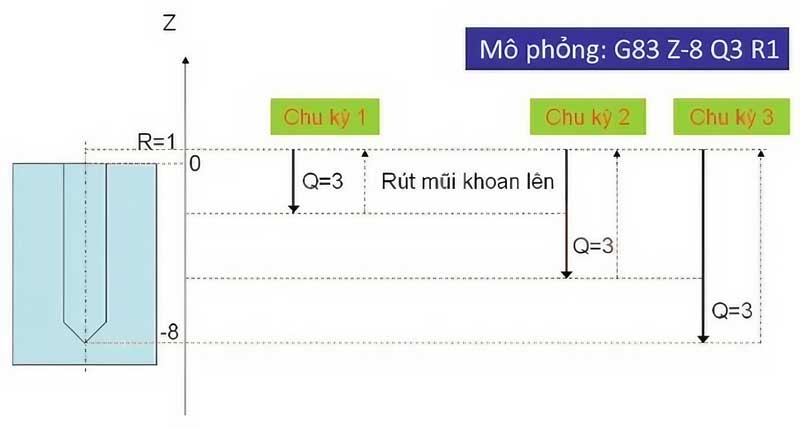
- Độ sâu lỗ khoan: Z=-8
- Sau mỗi lần khoan độ sâu: Q = 3mm, mũi khoan sẽ rút ra đến mặt phẳng tham chiếu R = 1
- Tốc độ tiến mũi khoan: 200mm/phút
- Tốc độ quay trục chính 1200 vòng/phút
Ví dụ 2: G99 G83 X50 Y20 Z-30 R5 Q2 F100
- Vị trí lỗ lỗ khoan: X = 50, Y = 20
- Độ sâu lỗ khoan: Z=-30
- Sau mỗi lần khoan độ sâu: Q = 2mm, mũi khoan sẽ rút ra đến mặt phẳng tham chiếu R = 5 do có lệnh G99.
- Tốc độ tiến mũi khoan: 100mm/phút
Với những thông tin về chu trình khoan G83 trên máy tiện CNC kèm theo ví dụ trong bài viết của DN Solutions trên đây, chúc bạn nhận được thông tin hữu ích.